I picked up the Cocobolo a while ago from another luthier — a great looking set, so I decided to use it for a stock build. Cocobolo is dense but also very stiff, which means I can sand it down enough to build an active back. I've had the Western Red Cedar for a while too. I liked how one of my smaller earlier WRC guitars sounded and I wanted to hear how it worked with falcate bracing. At 3mm it ends up about 20% thicker than my spruce tops, but it's not as dense as most spruce so the stiffness-to-density ratio works out fine.
I jointed both sets of plates using my rope jig with a low-angle plane and shooting board. With the top and back joined I played around with a new layout for the 00 — I moved the sound hole almost an inch closer to the neck, more like a classical guitar. With this change and a 25.4" long scale, the fretboard falls nearly in the center of the lower bout. You can see the falcate bracing pattern and new sound hole location penciled in on my old 12-fret 00 template.
New layout — sound hole shifted nearly 1" toward neck (classical-style position), falcate bracing pattern penciled on old template
✦
September 9th, 2017 — Rosette
The rosette will be five thin purfling strips — BWRosewoodWB — on the inside and outside of a wooden ring. To get the purflings in tight and round I route the channels sized exactly for the purfling stack and install the purflings first, gluing both rings in one go and leveling them to the top. I use a transparent caul so I can see whether all purflings are seated correctly. With the purflings in I sneak up on them with the router. The Bishop Cochran router base allows very fine adjustments so I can dial the ring size in on the fly. I set the depth of the cut to the desired ring thickness, then sand the back of the routed blank in the thickness sander until the ring drops out.
Completed rosette — wood ring with BWRosewoodWB purfling on inside and outside
✦
September 9th, 2017 — Active Back & Side Templates
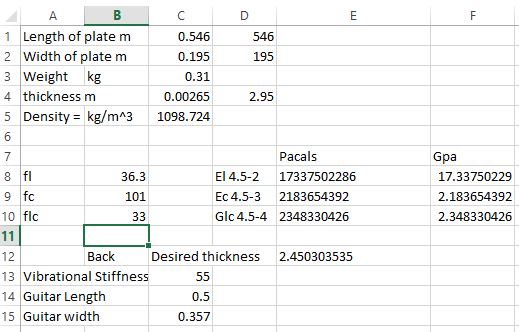
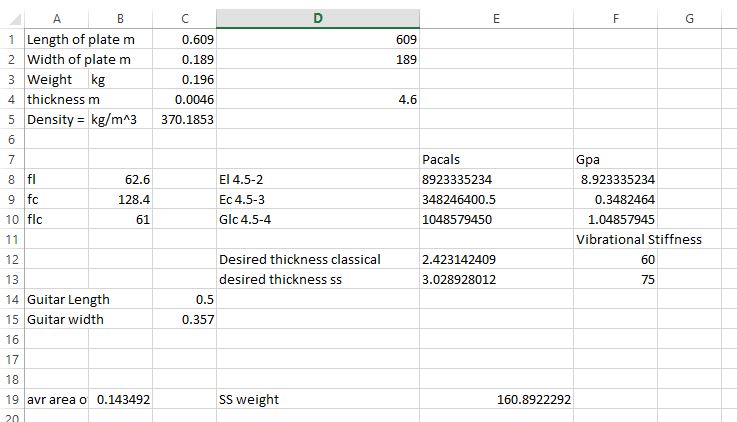
This guitar will have an active back with a 10' radius. The large curve stiffens the back, allowing a thinner plate to achieve the desired stiffness while keeping mass low — both requirements for a good active-back response. My side templates are made for a 15' radius back, so I placed poster board in the mold sitting in the 10' radius dish and used a compass to transfer the correct profile to make two new templates.
✦
September 9th, 2017 — Bending the Cutaway Sides
With highly figured wood I wash the sides with naphtha and look for cracks — this set had none. I profiled both sides on the bandsaw and thicknessed to .080". Cocobolo bends reasonably well but the curves required for a venetian cutaway are tight, so I used a scraper to thin the cutaway side from just past the waist to the heel end down to just over .070". I also sprayed both sides with SuperSoft 2, wrapped in parchment paper, and let them sit overnight.
Nearly Bent the Wrong SideI almost bent the non-cutaway side for the wrong orientation. I always check a million times — and luckily on that millionth check it dawned on me it was backwards. That side bent with no issues.
✦
September 9th, 2017 — Blocks, Rims & Linings
I dug through my mahogany stash to find a heel block piece long enough and thick enough with end grain to the sides. With a cutaway the block needs to be at a finish-sand distance of more than 29mm minus the thickness of the cutaway side, and it needs to slope out slightly more than the fretboard taper so the fretboard stays on top as it extends toward the sound hole. I glued it in with a bunch of clamps, then sanded an end block profile flush to the rims.
I drew reference lines parallel to the still-flat top rim using a set of two-sided parallel blocks as a guide — with the mold flat on the table and the rims pushed flush to the base, I draw lines I can use to re-index the guitar in the mold at any time, and to monitor even sanding when radiusing. For the top rims I used John Hall's method: radius only to just past the center of the waist, leaving the upper bout flat. I placed a piece of paper under the heel block to achieve this. The result was a much better neck angle with far less sanding than my previous method of radiusing the entire rim and then flattening back down.
Blue tape on top blocks — can't count the times I've started sanding top rims on the back's radius dish. Block heights marked; end block reached height first so paper slip added under it while sanding heel block to size.
I used AST A4 kerfing for the back (bends readily to the 10' radius) and reverse kerfed linings for the top. I spritzed the kerfed linings with water and used the outside of the rims as a bending mold, heating the cutaway section to get it around the curve. Then I inletted a bunch of thin side support strips into the linings and cleaned everything up.
✦
September 14th, 2017 — End Wedge & Back Bracing
I installed an end wedge using a scalpel, razor saw, and chisel, with a black purfling line. The plan for the bindings is a white and black purfling line — if the miter at the end wedge goes well I'll miter in the black and let the white go across. If not, both can go across and no one will notice the difference on a single black line butt join. I never love my miters.
The back uses the active back bracing pattern from Trevor Gore's steel string guitar plans.
✦
September 14th, 2017 — Falcate Brace Stock & Bridge Layout
I laminated a bunch of 1.7mm spruce strips for the falcate braces, bending the strips close to shape on a hot pipe before laminating on the forms.
Critical Step — Bridge Position Before BracingFor a steel string falcate guitar this is ultra-critical. Most steel string builders position the bridge after the guitar is complete, working back from the nut. But the falcate braces pass very close between the bridge pin holes and over the bridge plate, so the bridge position must be established now — before bracing. As the build progresses, everything is placed relative to the already-fixed bridge location. I take great care to carefully lay out the top and mark the bridge position precisely at this stage.
✦
September 14th, 2017 — Bridge Plate & Sound Hole
I installed a sound hole doubler patch, then made a 1.5mm Panama Rosewood bridge plate. I used an LMI rosette tool and router to cut the sound hole — I was going to do it all with the hand tool but with the sound hole patch the blade wasn't deep enough. I'm using epoxy to glue down a carbon fiber reinforced bridge plate.
Top prepped — bridge location fixed, CF-reinforced Panama Rosewood bridge plate in, sound hole cut
✦
September 20th, 2017 — Gluing Falcate Braces
Starting to epoxy the falcate braces to the top. The layup: epoxy on the top, wetted 3K 5.7oz carbon fiber tow, the brace, then another ribbon of CF tow on top. Having CF above and below the brace puts it as far as possible from the neutral axis — maximum stiffness for minimum weight. The main falcate brace passes right between two bridge pin holes and over the bridge plate. Rather than cut the bridge-plate rebate with a chisel as usual, this time I used Ken Picou's "The Otter" mini router table with a Colt router and 1/4" end mill. I marked where the brace crossed the bridge plate and routed the rebate cleanly.
I drilled bridge pin holes in my 32' radius dish so I could use pins in the top to help with brace placement, then pulled them once the brace was clamped down to avoid epoxying them in. I cleaned up excess epoxy with alcohol and naphtha.
✦
September 26th, 2017 — Top Bracing Complete
From the last post I epoxied the smaller secondary braces on, then laid CF tow along all of the braces. While the epoxy cured I fitted the back to the rims, marked the transverse brace recesses, and routed them with a small mill grinder. The upper transverse brace is mostly flat with a slight radius planed on the ends. I mark where the braces come through using a scalpel, then with a razor saw and chisel clear the channel with the brace held in a vise at just the depth needed. I only inletted the treble-side (cutaway) falcate brace into the transverse, as it ran very close to the linings and I didn't want to compromise the brace by cutting a 5mm channel through it.
Top fitted perfectly — new partial-radius method (radiused to waist only, upper bout left flat) nailed the neck angle with far less work than the old full-radius-then-flatten approach
With the bridge already placed, the top alignment also determines the 12-fret join — everything checks out
✦
September 26th, 2017 — Closing the Box
With the top positioned I cleaned things up, mounted K&K Pure pickups, and closed the box. The back went on first in the mold, clamped to the radius dish with spreaders side to side and the neck and tail blocks supported. I glued the top on out of the mold. After trimming flush and cleaning up the sides with a small drum sander on the drill press — working carefully, cocobolo dust is a sensitizer — the box is ready for bindings.
Mandatory shop supervision
Box closed — Cocobolo back, Western Red Cedar top, ready for bindings
✦
September 30th, 2017 — Bindings & Purflings
Australian Blackwood bindings with WBW purfling on the top — the maple in the white gives a warmer tone than stark white fiber. The cutaway binding was a fight. Two attempts in the fox side bender: the first cracked going slowly through the press, the second (SuperSoft 2 overnight) cracked putting it in the mold for storage — probably over-cooked and brittle. I went to the bending iron and bent two bindings quickly; they came out cleaner and held their shape better.
I use the Fleishman Binding Machine modified to take the Luthier Tool Company self-aligning binding cutter, which lets me cut with a 1/4" end mill. For the neck join I used a Karl Holtey Design Purfling Cutter from Lee Valley. When routing the back's binding channel the mill caught a thin area of figure and separated it — I CA-glued it back and it held. For the top I went further: I rubbed in a wash coat of CA with a paper towel before routing (cotton rag will kick the CA off; paper towel is safe). That prevented any further tear-out. I also used a fancy miter cutter for the first time on the neck intersection at the cutaway — it really works and cuts a clean, accurate miter.
✦
October 5th, 2017 — Neck #1
I had a neck roughed in from a previous build with the tenon and brass inserts already installed — it was cut just right for a cutaway heel, so I had a head start. To taper the neck I tried the jig from the Gore/Gilet book used with a safety planer: just a board with an index tapered to the desired slope. Taking 1mm at a time I got the bulk of the neck to exactly the right thickness with the correct taper, leaving enough wood on each end for the transitions. The headstock needed wings and I adjusted the neck angle with an edge plane, clamping a board over the face of the neck at the target height to avoid blowing out the face during planing.
I used the Luthier Tool edge vise to hold a router template and route the mortise. I radius the fretboard with a router bit in two passes — flip and repeat. Fret slots cut by hand with the LMI fretting tool, taper rough-cut on bandsaw and planed to final taper. I threw a bridge from the drawer on to confirm the nut location looked right. Then I found a nice BRW headstock veneer, angled the nut end on the belt saw, and glued it on. I drew the headstock shape with drawing tools, compass, and French curve — remembering this time to offset the post holes by half a post diameter to account for string winding on the outside of each post. Double-stick tape, bandsaw, and drum sander shaped the headstock. I used a spokeshave to taper the neck to the fretboard, then calculated the heel cap radius from chord length and sagitta and used a compass to draw the arc — rather than just playing around with cans and bottles.
✦
November 5th, 2017 — Neck #2
Heel Blowout — New Neck RequiredRight before leaving on a one-month trip I chiseled out part of the heel on the cutaway side of the neck. The first neck is now earmarked for conversion to a classical heel on a future guitar. I made a new neck following the same process, with one change: I usually transfer the bolt hole positions from neck to heel block, but this time I went from heel block to neck. I also tried a deeper, smaller-radius headstock-to-neck transition on the back of the neck.
I also made a new logo for this guitar.
I glued on the fretboard. The truss rod slot was a touch deep so I filled it with a maple strip. The headstock transition on the back of the neck was reworked with a deeper, smaller radius than the first neck.
Neck #2 complete — everything ready for finish prep
✦
November 8th, 2017 — Pore Fill
Finished the pore fill with Z-Poxy. I'll seal the Z-Poxy with a few wash coats of shellac then spray post-catalyzed Royal Lac.
✦
November 30th, 2017 — Finish & Bridge
I sprayed the guitar with post-catalyzed Royal Lac while the finish was curing. I laid up a Brazilian Rosewood bridge blank with two sheets of 5.7oz 3K plain weave carbon fiber sheet — and made a second blank for my next classical at the same time. I used a template to drill the pin holes and cut the bridge shape on the bandsaw, then cleaned up on the small drum sander. The Luthier's Friend jig handled the wings. I left the saddle slot uncut — the pin holes in the top already fix the bridge location, and I want to confirm the neck angle first before slotting on the guitar with the Stewmac jig.
After the finish cured I placed the bridge, traced around it with a scalpel, and cleared the finish with straight-edge razor blades and chisels — bulk with the razor blade as a scraper, edges cleaned up with a sharp chisel working from inside to the scored line. I double-checked that the neck was centered and the bridge square to it, then glued it down with the vacuum clamp.
Saddle slot routed on the guitar with the Stewmac jig — once set up, a breeze to run
✦
November 30th, 2017 — Fretboard Inlays & Headstock Fix
I went back and forth on fret markers — pearl diamonds, MOP swallows, and gold MOP swallows were all in the running. My client liked the swallows; I thought the white worked best. I laid out the gold but was never happy with how they looked. I glued each inlay down with a dab of instrument maker's glue, let it set ten minutes, then traced with a 0.5mm mechanical pencil. I taped a thin purfling strip along the sides of the fretboard so the bottom of the routed pocket was flat — the swallows are long enough that fitting them to the radiused surface could have cracked a feather. Messy with CA glue but they cleaned up nicely.
Wrong Headstock ThicknessI thought I was golden until I tried to install the tuning machines and found I had thicknessed the steel-string headstock for a classical guitar — about 4mm too thick. I pulled out the safety planer, thicknessed it properly to 15mm, and reworked the transition into the neck. Now it looks good but I need to refinish the back of the headstock.
✦
December 30th, 2017 — Completed
Falcate braced Western Red Cedar top. Cocobolo back and sides. Australian Blackwood bindings. Brazilian Rosewood bridge and headstock veneer. Post-catalyzed Royal Lac finish.
First Sound — Sorry About My Playing
✦
Final Specifications
Cocobolo / WRC Falcate 00
Size00 — 12-fret join, venetian cutaway
Scale25.4" long scale
TopWestern Red Cedar — 3mm (20% thicker than spruce tops)
Back & SidesCocobolo — active back, 10' radius
BracingFalcate — CF-reinforced laminated spruce (CF above and below brace), 32' top radius
Bridge Plate1.5mm Panama Rosewood — CF reinforced
Sound HoleShifted ~1" toward neck vs standard 00 position
BindingsAustralian Blackwood
Top PurflingWBW — maple white
End WedgeWith black purfling line
RosetteWood ring with BWRosewoodWB purfling inside and outside
BridgeBrazilian Rosewood — CF sheet laminated (5.7oz 3K plain weave), saddle slotted on guitar with Stewmac jig
Headstock VeneerBrazilian Rosewood
Fretboard InlaysMOP swallow birds — flat-bottom pockets to protect feathers
PickupK&K Pure transducers
Necks MadeTwo — first neck heel blown out on cutaway side
Pore FillZ-Poxy
FinishShellac wash coat + post-catalyzed Royal Lac
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)